記者蔡琛儀/台北報導
出道22年的天團Energy走過台北、高雄、新加坡後,昨(28日)首登上海開唱,師姐丁噹特別為他們安排物理治療師,牛奶好友吳克群更送來一整排花籃力挺;唱到抒情歌〈不要說再見〉時,歌迷展開特製巨型LED布條寫著「Energy永遠不說再見」,讓5人淚目,阿弟說:「往往演出時都只在飯店跟場館,沒什麼機會和時間能看到當地風景。但我想上海最美的風景,就是在現場的你們。」

不怕上海5度低溫,Energy開場以〈Here I Am〉、〈無懈可擊〉、〈Come On〉等舞曲揭開序幕,書偉說:「雖然外面氣溫只有6度,但你們的滿滿熱情也讓我們都燃燒起來!」接著與舞者帶來〈You Better Not Come Home〉、〈Ra Men Song〉〈We Are Family〉,更不忘獻唱〈某年某月某一天〉、〈第二次愛上你〉、〈我們〉、〈分合〉等情歌,首首經典首首掀起全場大合唱。
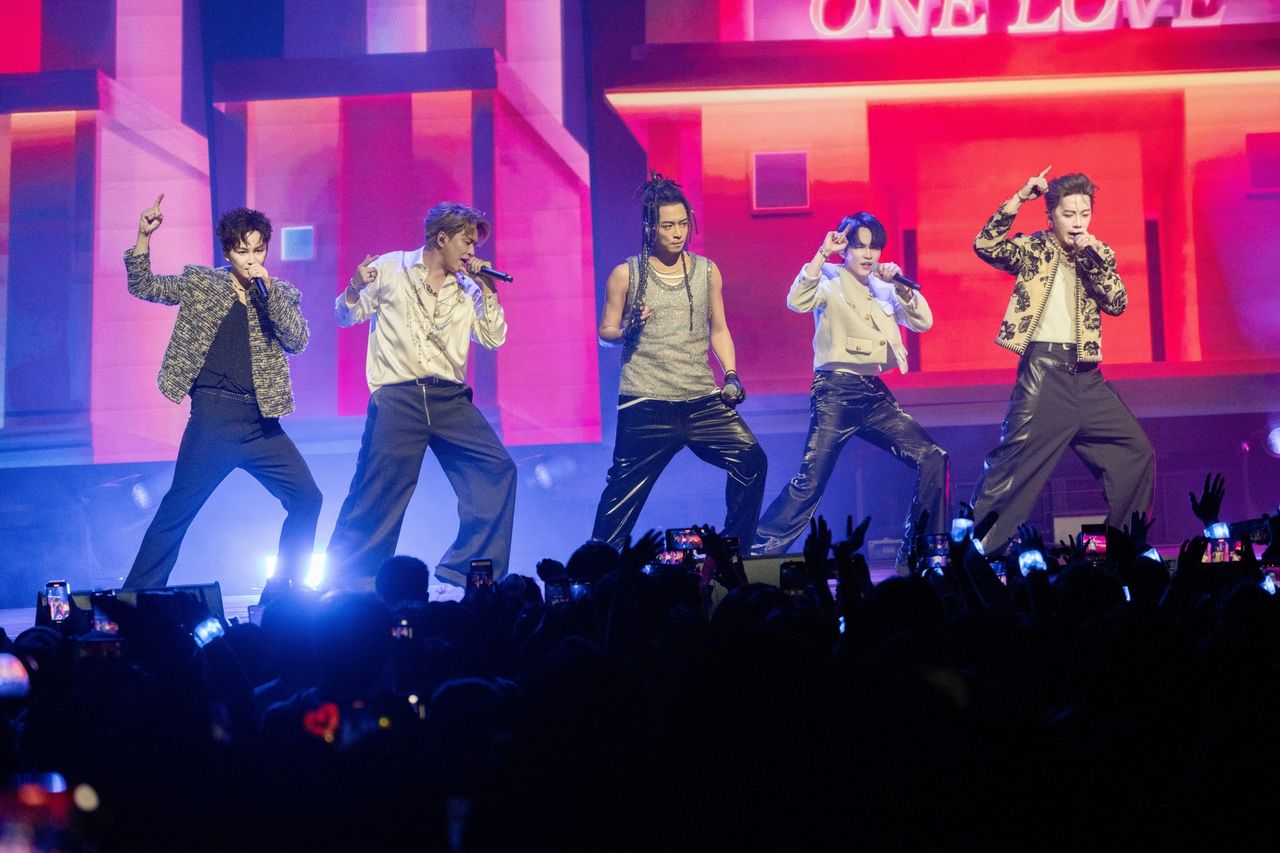
這次Energy準備近20首歌,將所有熱門夯曲、經典歌曲精實濃縮於兩個半小時的演出內,作為獻給上海歌迷的2024年末禮物,還讓350名VIP粉絲一對一合照、贈送親簽海報,更特別設置粉絲留言信箱,在台上抽出讓五人回答與分享,沒想到第一個就抽到「Toro脫脫脫」,Toro直呼:「我覺得我們歌迷真的長大了,小時候只會希望跟我們握手,現在長大就希望我們脫衣服!」

這次還有「歌迷玩很大」遊戲環節,坤達設計讓粉絲的臉與Toro的肚子夾氣球,讓Toro忍不住問:「支持我們這麼多年,你有想過有一天要把你的臉頰放我的肚子上嗎!」他們也邀請歌迷上台比賽16蹲,經常示範16蹲的Toro也為自己取新的外號:「小齊哥叫『亞洲鐵人』,那我可以叫『亞洲鐵腿』!」笑壞眾人。
上海演唱會結束後,Energy將準備台北跨年演出,而他們回歸後勢不可擋,近期《ETtoday星光雲》旗下「FansWorld」網站票選2024人氣團體,目前正以20多萬票穩住冠軍寶座;〈星期五晚上〉成為YouTube 2024年度熱門音樂影片排行榜冠軍,也成為音樂串流平台KKBOX的華語舞曲冠軍,人氣相當旺。

標題:Energy首登上海開唱 Toro肚貼粉絲臉頰…噴笑畫面曝光
聲明: 本文版權屬原作者。轉載內容僅供資訊傳遞,不涉及任何投資建議。如有侵權,請立即告知,我們將儘速處理。感謝您的理解。